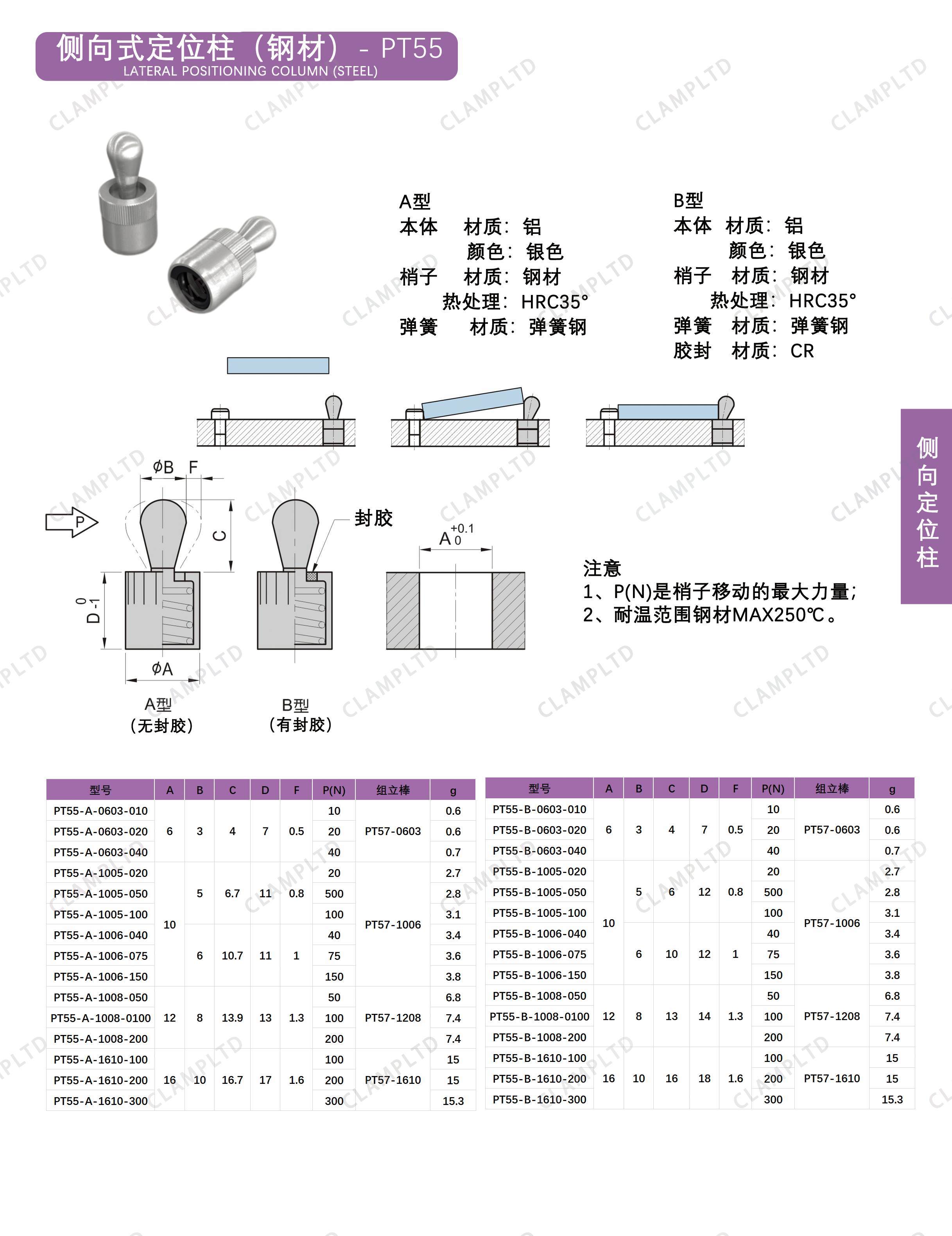
侧向定位柱 PT55、PT56、PT57、PT58
PT55来源:克莱普已经过安全软件检测无毒,请您放心下载。PT56来源:克莱普已经过安全软件检测无毒,请您放心下载。pt57来源:克莱普已经过安全软件检测无毒,请您放心下载。PT58来源:克莱普已经过安全软件检测无毒,请您放心下载。...
日期:
阅读:3297

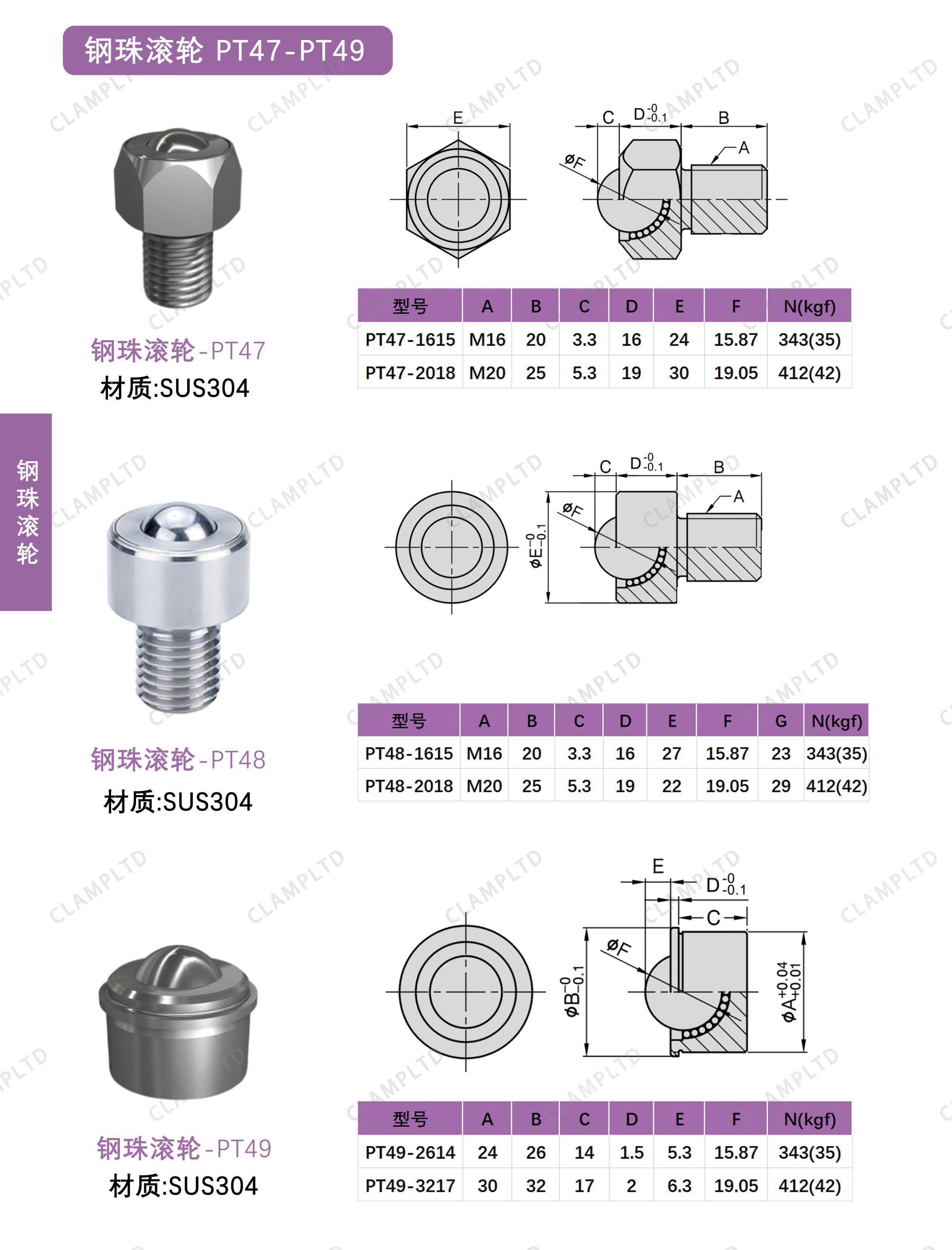
钢珠滚轮 PT47、PT48、PT49
PT47来源:克莱普已经过安全软件检测无毒,请您放心下载。PT48来源:克莱普已经过安全软件检测无毒,请您放心下载。PT49来源:克莱普已经过安全软件检测无毒,请您放心下载。...
日期:
阅读:2769


